
こんな方におすすめ
- PLC同士の通信を行いたい方
- 簡単にPLC同士を通信したい方
- シンプルCPU通信について知りたい方
最近、新聞やWEBサイトでDXという言葉をよく耳にしたり、目にしたりする機会が多くないでしょうか。
実際に色々な方と話す機会がありますが、DXを進めている会社が多いなと感じます。
 そんなDXですが、製造業でDX化を進めていくためには設備のデータ取集が必要になってきます。
そんなDXですが、製造業でDX化を進めていくためには設備のデータ取集が必要になってきます。
今回は簡単な設定だけで、三菱電機のPLCを使用して通信できる「シンプルCPU通信」を紹介していきます。
参考情報
キーエンスでは同じような通信として簡易PLCリンクというものがあります。
動画では実物を用いて紹介していますので、良かったら見てください。

もし、PLCに関して、よく分からないという方がいらっしゃいましたら、これらの記事を先にご覧ください。
関連記事
目次
シンプルCPU通信とは
 シンプルCPU通信とはEthernet の接続口がある PLC 同士をEthernetケーブルで接続し、プログラミングツールGX Works2またはGX Works3を用いて、簡単なパラメータ設定だけでデータを転送できる通信方法です。
シンプルCPU通信とはEthernet の接続口がある PLC 同士をEthernetケーブルで接続し、プログラミングツールGX Works2またはGX Works3を用いて、簡単なパラメータ設定だけでデータを転送できる通信方法です。
設定できる機種はFX5シリーズ、iQ-Rシリーズ、あとはL、QシリーズCPUの一部です。
これらの設定できる機種を使用することで、三菱電機のPLC、FXシリーズ、iQ-Rシリーズ、Qシリーズ、Lシリーズや他社のPLCと簡単に通信ができます。
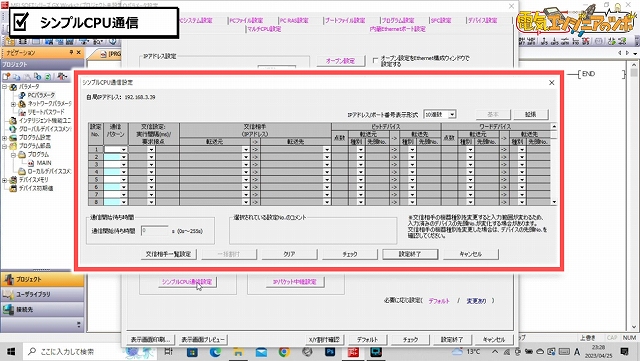
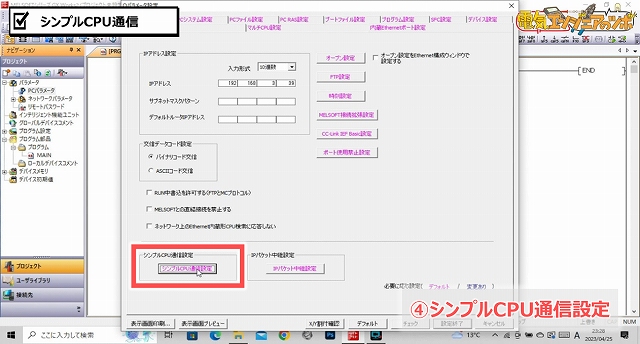
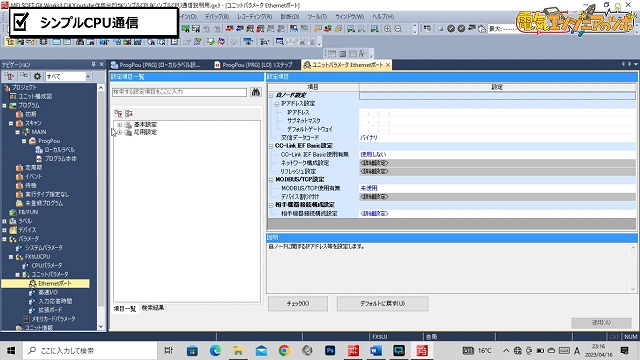
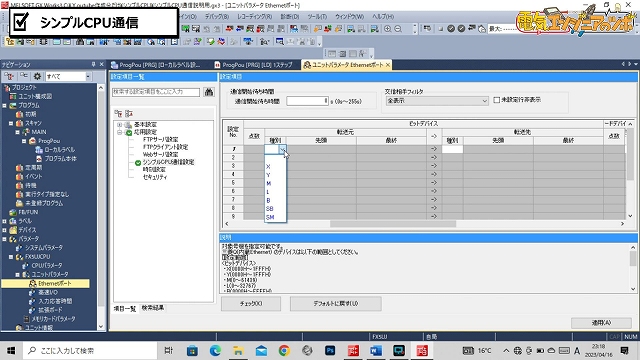
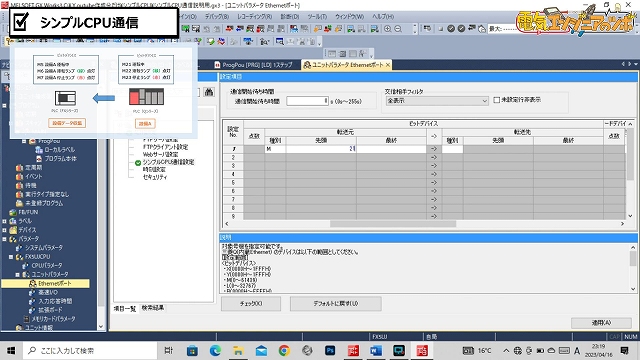
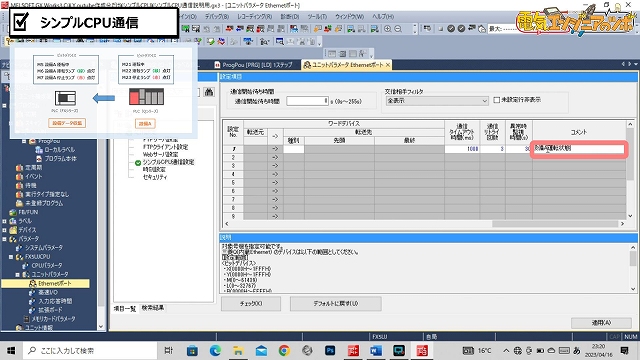
設定方法は記事の後半で説明しますが、下画像の赤枠部分がGX Works2のシンプルCPU通信の設定画面になります。
この赤枠の中に設定することでPLC同士、通信することができます。
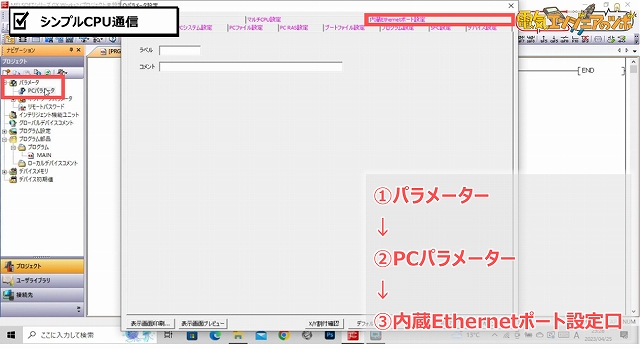
 PLCの種類がLやQシリーズの場合、パラメーター→PCパラメーター→内蔵Ethernetポート設定から設定できます。
PLCの種類がLやQシリーズの場合、パラメーター→PCパラメーター→内蔵Ethernetポート設定から設定できます。
シンプルCPU通信の用途
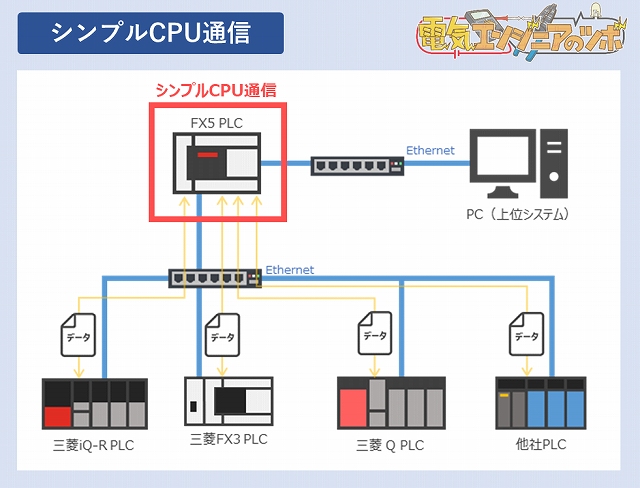 使い方のイメージとして、図のように複数のPLCの情報を集約して、上位のシステムと通信したり、PCのExcelと通信したりします。
使い方のイメージとして、図のように複数のPLCの情報を集約して、上位のシステムと通信したり、PCのExcelと通信したりします。
簡単に設定できますが、注意点として、通信速度は高速ではありません。
また、大量のデータを扱うと通信速度が遅くなります。
データの量にも制約があり、シンプルCPU通信では1設定あたりの点数は,最大1024ワード(ビットデバイス最大8192点,ワードデバイス最大512点)でとなっています。
より高速で大容量のデータ通信を行いたい場合はMELSECNET/HやCC-Link IE フィールドネットワークを使用します。

これに対してはON時間を長くしてもらうか、ハンドシェイク設定するなどで対策しています。
相手機器から大量のデータを読み出しすぎると、相手機器のスキャンタイムにも影響するとか?三菱電機の方が言っていたと思います。
デメリットはあるものの、設定が簡単で楽ですので、システムの規模や用途に応じて使用すれば良い思います。
ハンドシェイクとは
データ通信で確実にデータが送信されたか、通信相手の応答を確認しながら行う通信手段
シンプルCPU通信の設定方法
 次に、シンプルCPU通信の設定方法を説明します。
次に、シンプルCPU通信の設定方法を説明します。
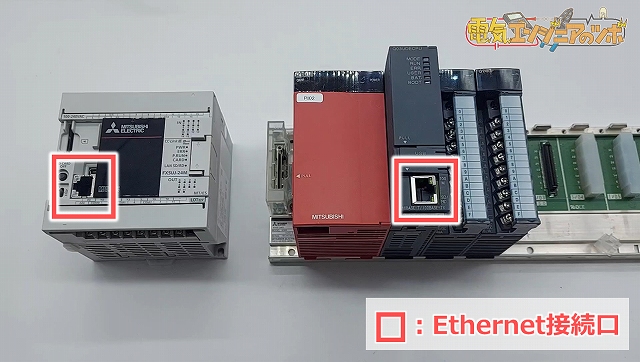
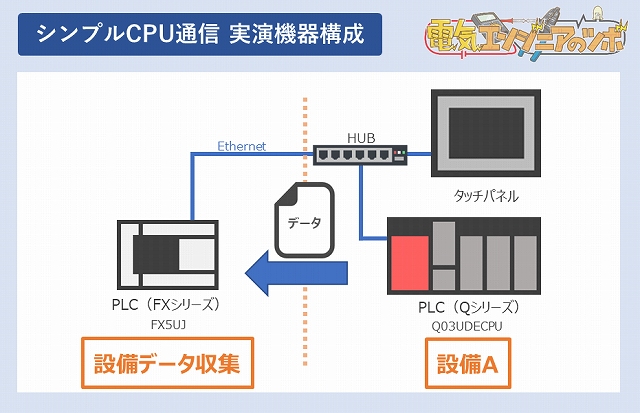
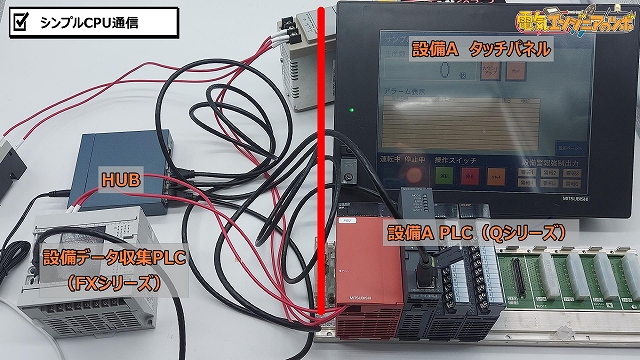
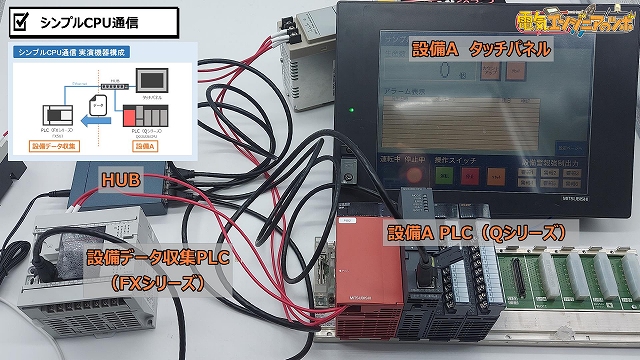
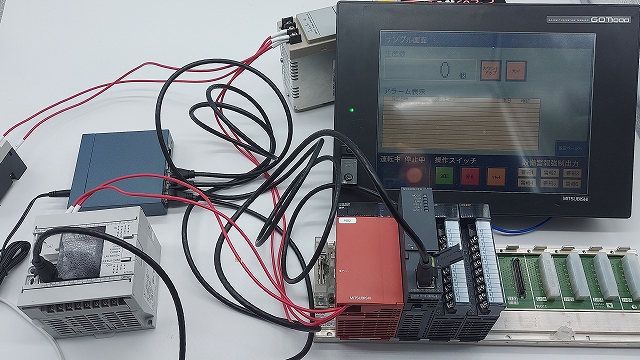
今回は画像のような機器構成で設定し、動作確認していきます。
 イメージとして右側は設備AでPLC Qシリーズ、CPUはQ03UDE、タッチパネルはGOT1000です。
イメージとして右側は設備AでPLC Qシリーズ、CPUはQ03UDE、タッチパネルはGOT1000です。
左側のFXシリーズのPLC、FX5UJは設備データを収集する役割です。
接続はHUB、LANケーブル(Ethernet接続)を使用します。
FXシリーズPLC(FX5UJ)で設備A(QシリーズPLC)のデータを収集します。
設備Aから収集するデータは「生産数」と「運転状態」とします。
IPアドレスはそれぞれ、以下のように設定しました。
メモ
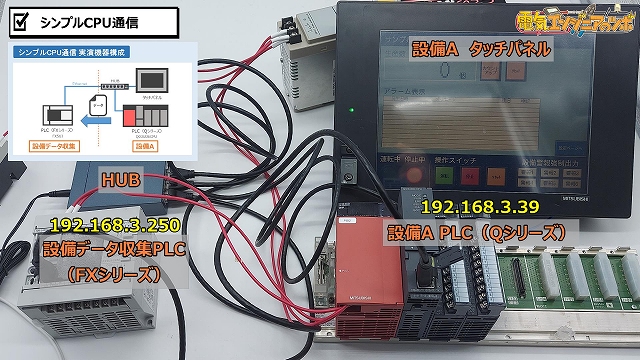 データを収集するPLC(FX5UJ): 192.168.3.250(デフォルト)
データを収集するPLC(FX5UJ): 192.168.3.250(デフォルト)
設備AのPLC(Q)192.168.3.39(デフォルト)
記事が長くなるため、IPアドレスの設定方法は割愛します。
過去に設備とパソコンが同じIPアドレスになっていることがあり、通信がおかしかったことがあります。
設定手順
ここからは実際にシンプルCPU通信の設定をしていきます。
step
1GX Works3を立ち上げる
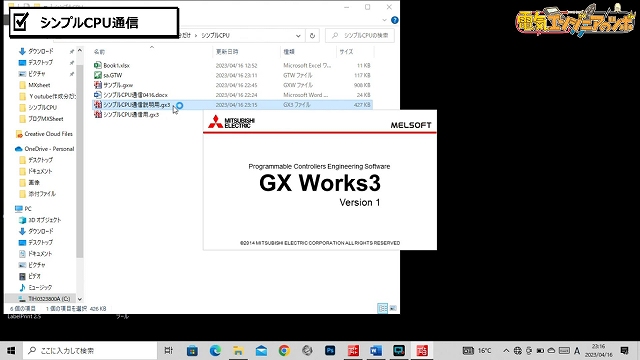 GX Works3を開きます。
GX Works3を開きます。
 立ち上がるまで少し時間がかかります。
立ち上がるまで少し時間がかかります。
step
2設定画面を開く
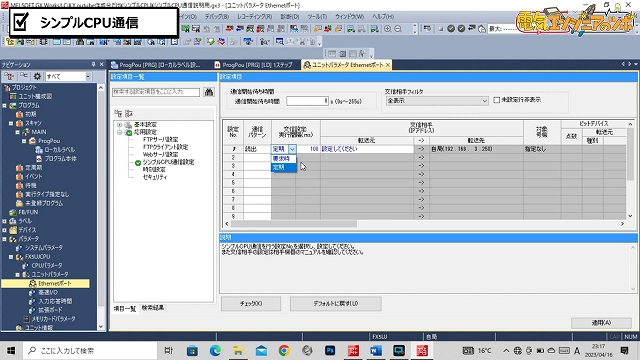
ナビゲーションウィンドウのパラメータ→FX5UJCPU→ユニットパラメータ→Ethernetポート→応用設定の順でクリックし、シンプルCPU通信設定画面を開きます。
パラメータをクリック
 FX5UJCPUをクリック
FX5UJCPUをクリック
 Ethernetポートをクリック
Ethernetポートをクリック
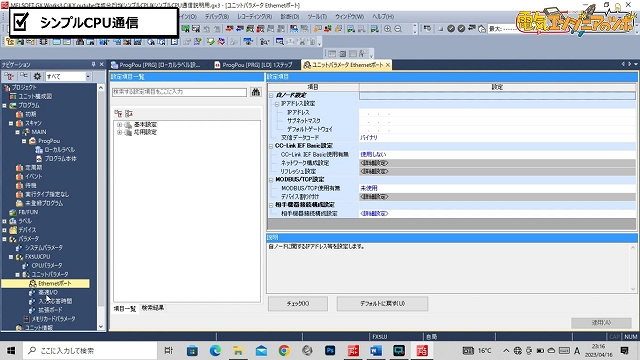 応用設定をクリック
応用設定をクリック
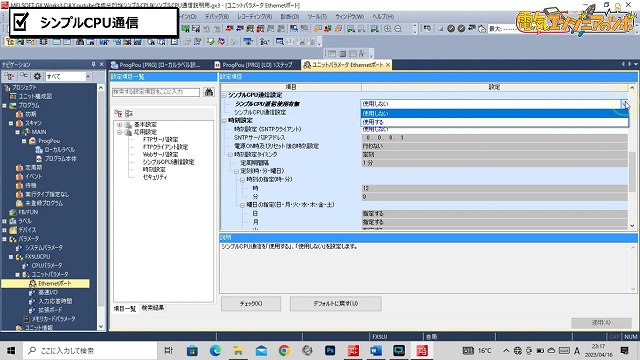
 シンプルCPU通信使用有無を使用するにして、詳細設定をクリック
シンプルCPU通信使用有無を使用するにして、詳細設定をクリック
注意
iQ-Rの場合はCPUユニットか、Ethernetユニットを使用するかによって少し開く場所が異なります。
すると、設定画面がでてきます。
step
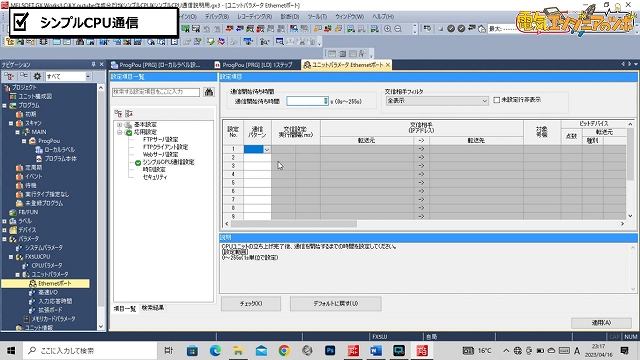
3通信したいPLCとの設定
FX5シリーズの場合、シンプルCPU通信設定は16個できます。
通信パターンは「読出」または「書込」があります。
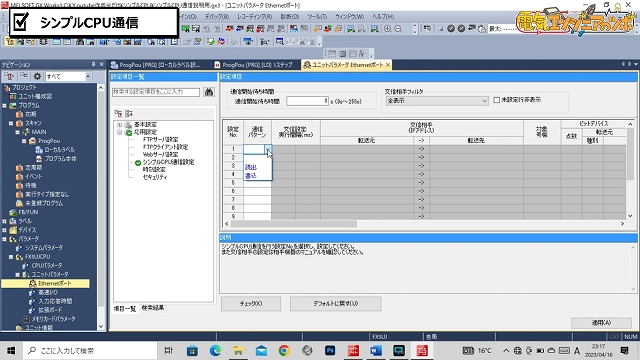 読出を選択しますと、相手のデバイスデータを読み出し、書込にしますと、相手のデバイスに書込みます。
読出を選択しますと、相手のデバイスデータを読み出し、書込にしますと、相手のデバイスに書込みます。
今回はQシリーズのPLCのデータを読み出したいと思いますので、読出を選択します。
つぎに、交信設定です。
定期か要求時を選択できます。
今回は定期にしてみます。
通信の実行間隔はデフォルトのままにしておきます。
交信相手の情報を入力します。
機種種別はQシリーズのCPUユニットの内蔵Ethernetポートを使用しますので、そちらを選択します。
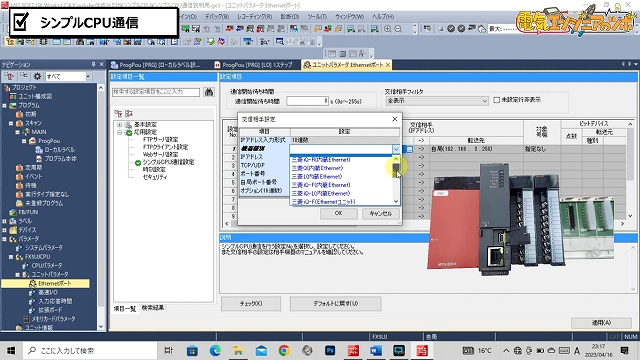
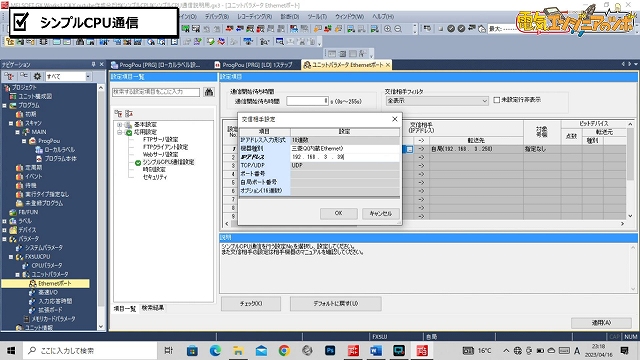
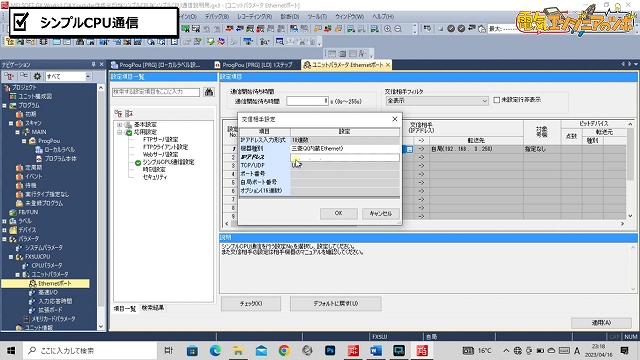 Q PLC(設備A)のIPアドレスを入力します。
Q PLC(設備A)のIPアドレスを入力します。
192.168.3.39です。
入力しましたら、OKをクリックします。
 つぎは、どのデバイスを読み出すか設定します。
つぎは、どのデバイスを読み出すか設定します。
ビットデバイスですと、X、M、Lなど選択できます。
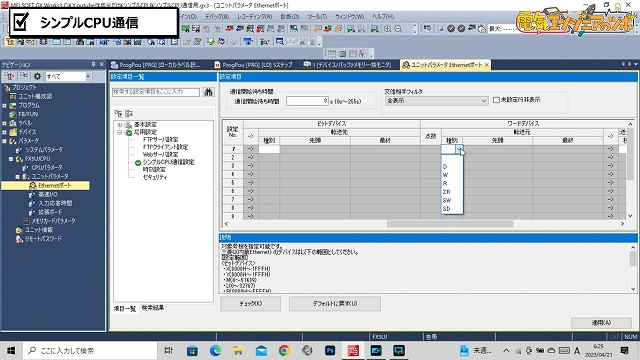
 一方ワードデバイスですと、D、W、Rなどが選択できます。
一方ワードデバイスですと、D、W、Rなどが選択できます。
step
4運転状態を読み出す為の設定
まずは、運転状態を読み出す設定をします。
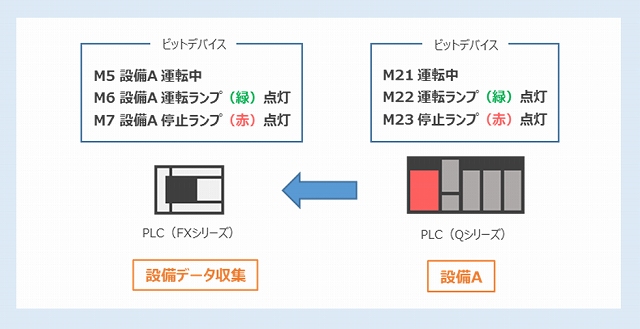
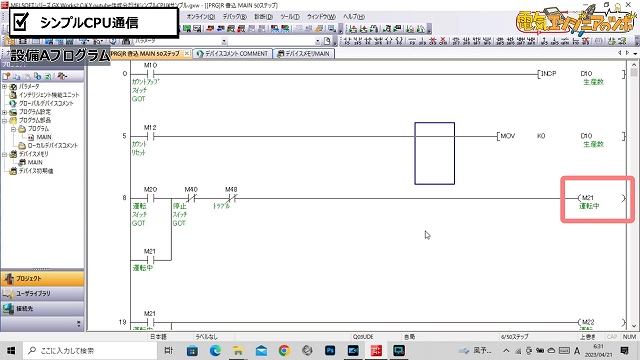
こちらは、設備A(Q PLC)のラダープログラムになります。
運転中の信号はM21です。
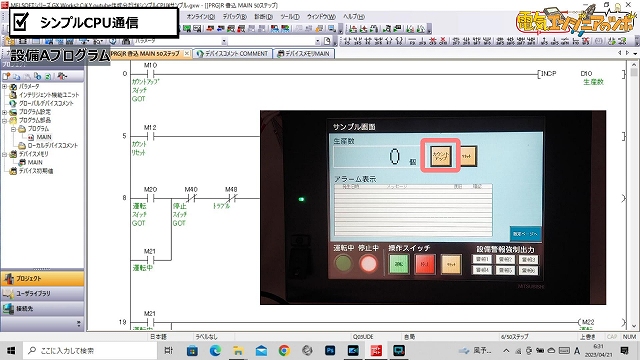
 タッチパネルにある運転スイッチを押すと、M21とM22がONし、タッチパネルにある緑ランプが点灯します。
タッチパネルにある運転スイッチを押すと、M21とM22がONし、タッチパネルにある緑ランプが点灯します。
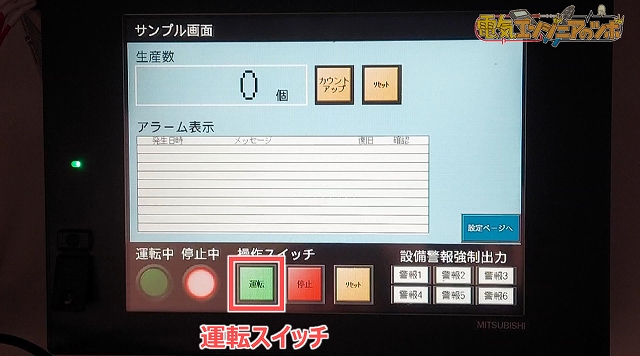
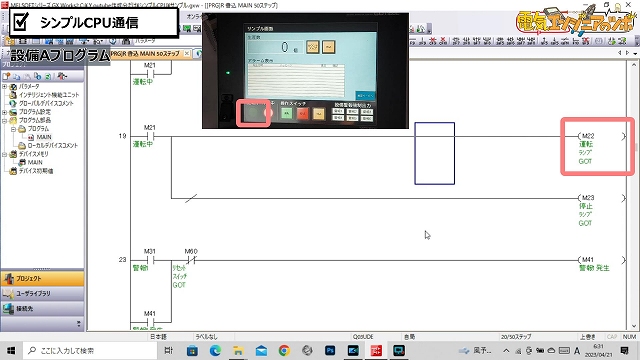 ↑いまは運転スイッチを押していないため、運転中のランプは点灯しません。
↑いまは運転スイッチを押していないため、運転中のランプは点灯しません。
停止中はM23がONし、タッチパネルにある赤ランプが点灯します。
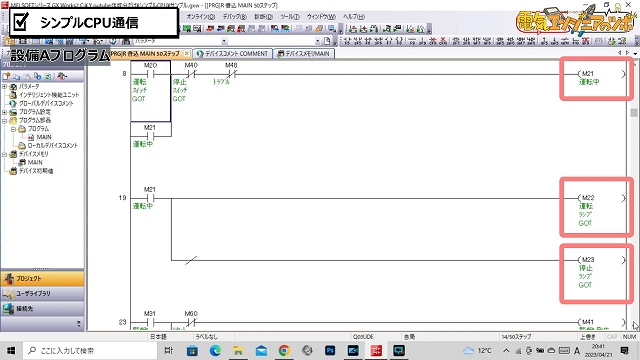
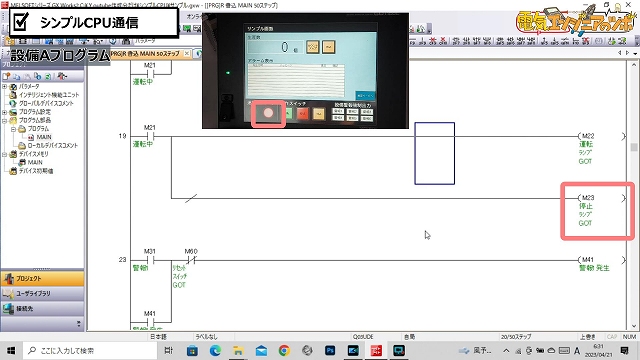 この3つのビットデバイスM21、M22、M23の状態をFX5UJに取り込みたいと思います。
この3つのビットデバイスM21、M22、M23の状態をFX5UJに取り込みたいと思います。
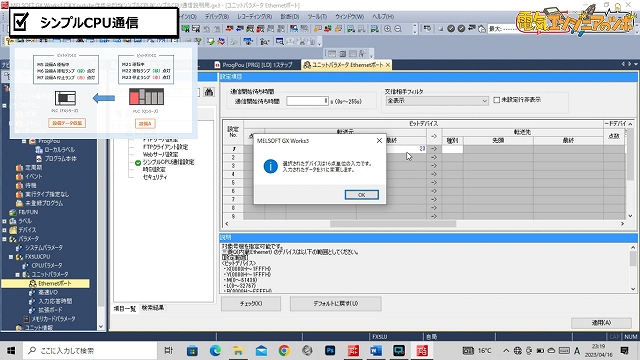
 相手先のPLCの運転情報(M21、M22、M23)を読み出したいので、先頭にM21と入力します。
相手先のPLCの運転情報(M21、M22、M23)を読み出したいので、先頭にM21と入力します。
 するとポップアップ画面が表示されます。
するとポップアップ画面が表示されます。
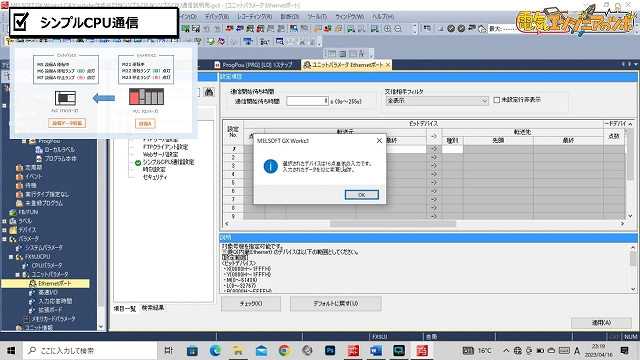 収集できるビットデバイスのアドレスは16点単位で設定することになりますので、自動でM32からになってしまいました。
収集できるビットデバイスのアドレスは16点単位で設定することになりますので、自動でM32からになってしまいました。
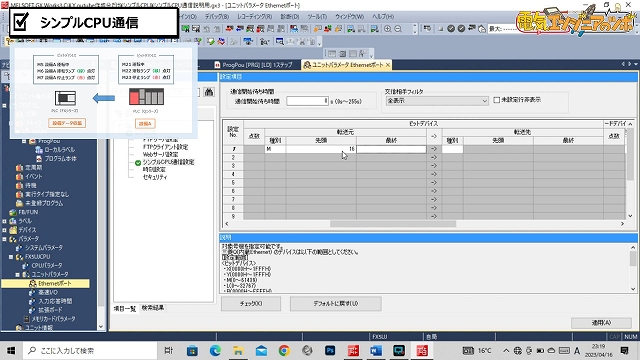
 M16に修正します。
M16に修正します。
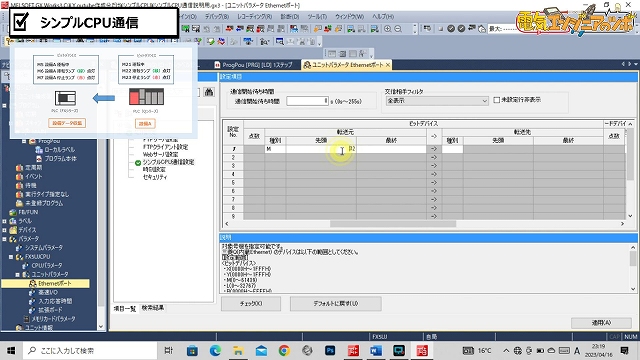
 最終部分を入力します。
最終部分を入力します。
M21~M23までの情報が欲しいのでM23と入力してみます。
 また同じような表示がでて自動で31が入力されました。
また同じような表示がでて自動で31が入力されました。
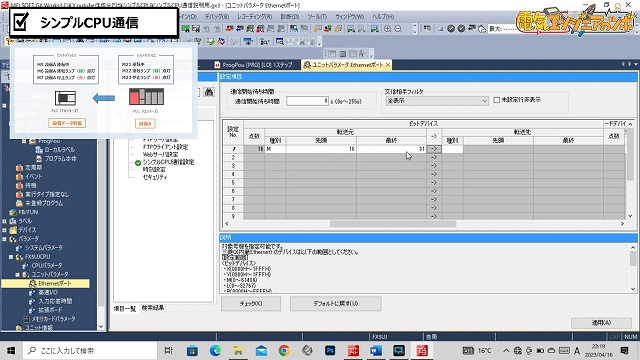 このようにシンプルCPU通信では、必要のない部分のデータ(ビットデバイス)も読み出すことになります。
このようにシンプルCPU通信では、必要のない部分のデータ(ビットデバイス)も読み出すことになります。
つぎに受け取る側の設定を行います。
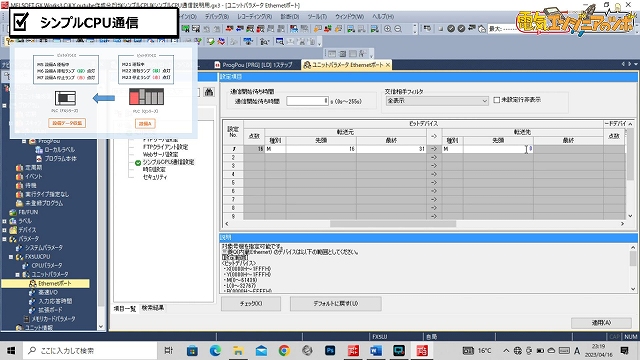 設備AのM16からM31の状態をFX5UJのM0からM15に入れたいと思いますので、転送先 M0と入力します。
設備AのM16からM31の状態をFX5UJのM0からM15に入れたいと思いますので、転送先 M0と入力します。
そうしますと、自動で最終部分にM15が入力されます。
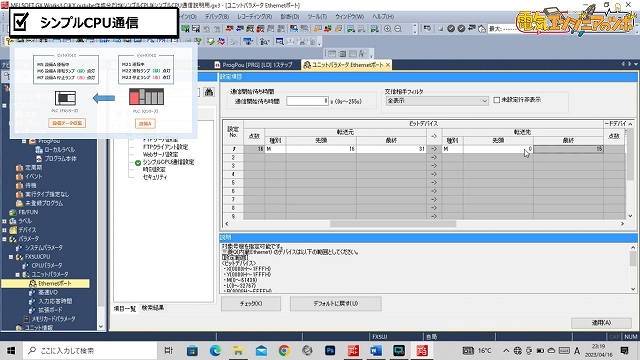 設定画面の一番右にコメントを入力することができますので、何の信号か記入しておきます。
設定画面の一番右にコメントを入力することができますので、何の信号か記入しておきます。
step
5生産数を読み出す為の設定
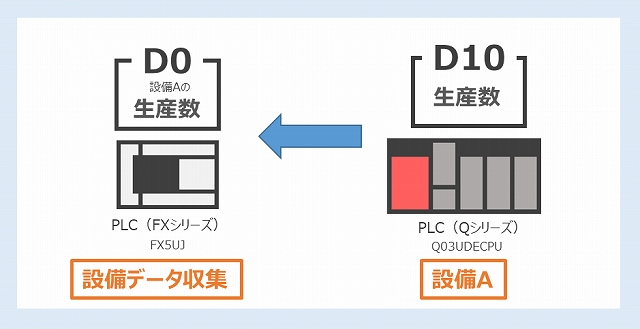
つぎに生産数を読み出したいと思います。
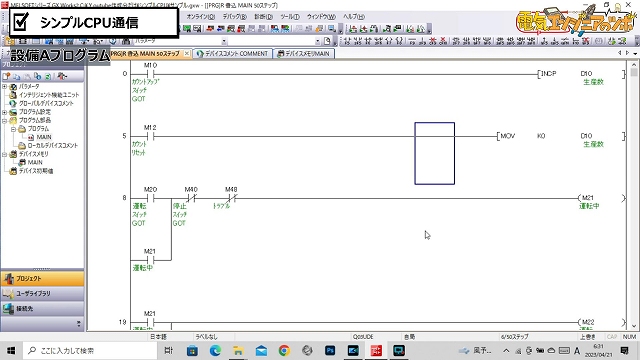
ふたたびこちらはQ PLC(設備A)のラダープログラムです。
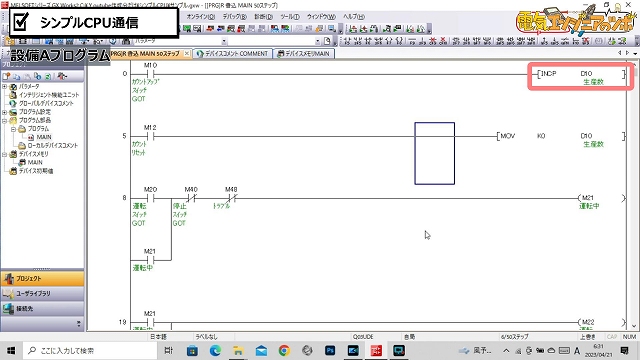 生産数はD10です。実際の生産ではセンサーでカウントしていきますが、今回はタッチパネルにあるスイッチでカウントアップしていきます。
生産数はD10です。実際の生産ではセンサーでカウントしていきますが、今回はタッチパネルにあるスイッチでカウントアップしていきます。
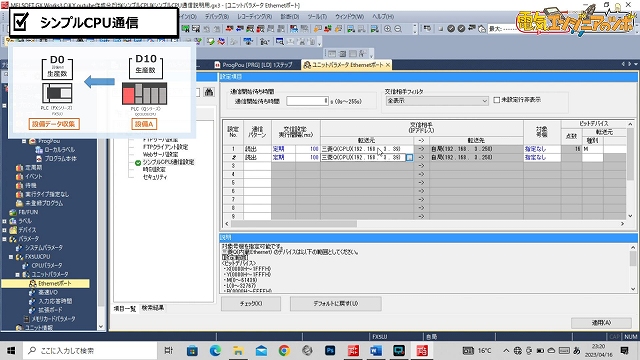
 設備Aの生産数D10のデータをFX5UJのD0に読み出す設定をしていきます。
設備Aの生産数D10のデータをFX5UJのD0に読み出す設定をしていきます。
シンプルCPU通信の設定は通信パターンを"読出"を選択し、転送元は先ほどと同じ、上の設定をコピーします。
 生産数(D10)はビットデバイスではなく、ワードデバイスになります。
生産数(D10)はビットデバイスではなく、ワードデバイスになります。
ワードデバイス部分の種別、Dを選択し、先頭にD10、最終にD10と入力してみます。
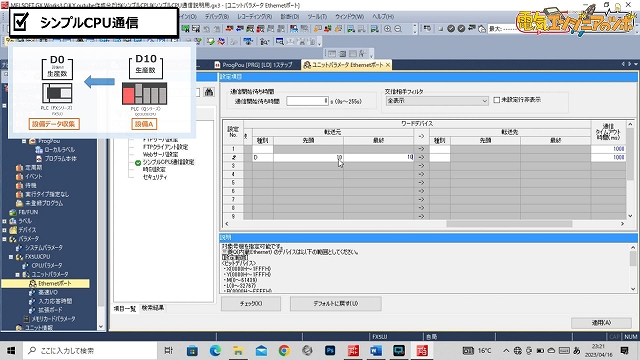 すると、ビットデバイスの時のように自動でデバイス番号が変わることはありません。
すると、ビットデバイスの時のように自動でデバイス番号が変わることはありません。
つぎに受け取る側の設定 転送先にD0と入力します。
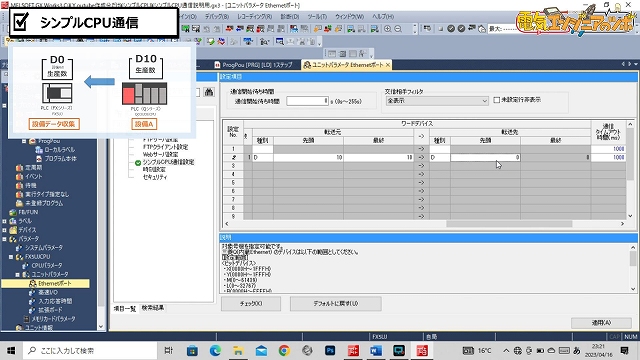 忘れずにコメントも記入しておきます。
忘れずにコメントも記入しておきます。
注意ポイント
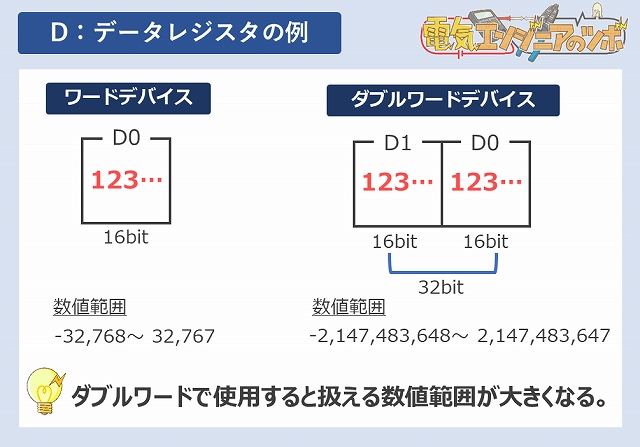 数値に関する注意点があります。
数値に関する注意点があります。
D10だけでは、1点(16ビット)になりますので、扱える数値が-32,768 ~ +32,767になります。
生産数が32,767を超える場合は、32,767以上、カウントできません。
今回の動画ではそこまで数がいかないので問題ありませんが、実際の設備ではダブルワード(32ビット)で使用し、さらに大きな
数値を扱えるようにします。
そんな時、PLCの転送命令はMOVではなく、DMOVと指令します。
設定が終わりましたら、PLCに書込みます。
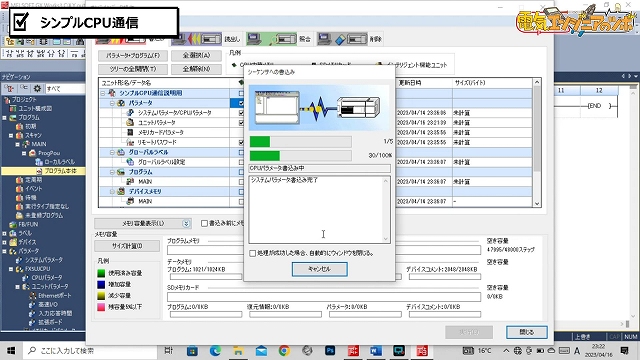
PLCへの設定が終わりましたら、電源のON/OFFまたはリセットでパラメータ設定を反映させます。
実演
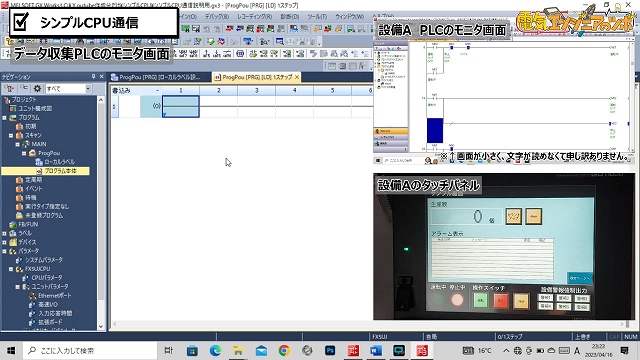
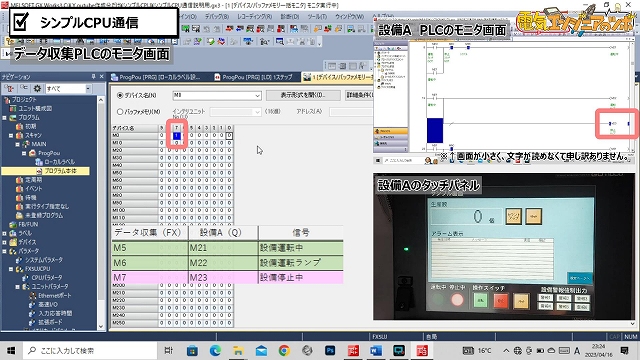
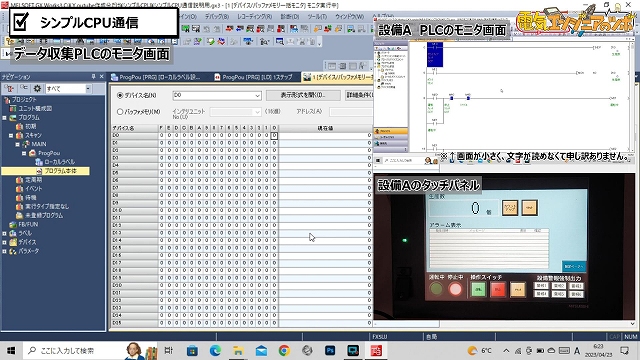
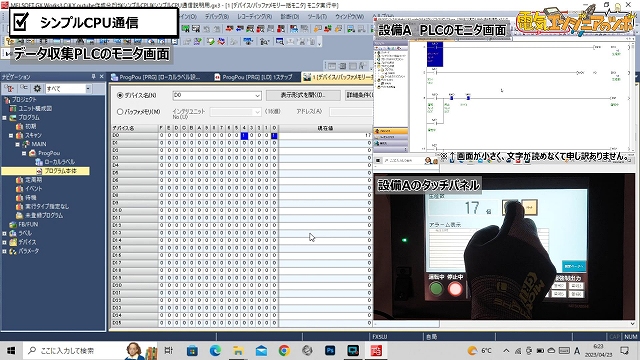
 設定が終わりましたので、ここからは実際に設備Aのタッチパネルを操作してFX5UJにデータが入ってくることを確認していきます。
設定が終わりましたので、ここからは実際に設備Aのタッチパネルを操作してFX5UJにデータが入ってくることを確認していきます。
画面を見てわかるように、データ収集用のPLC(FX5UJ)にプログラムは入ってません。
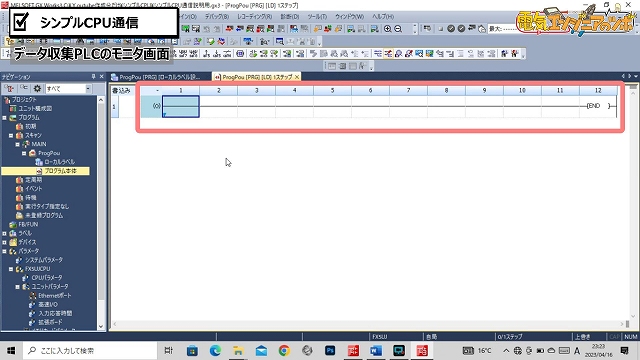
画面が小さくて見にくいですが、設備Aのタッチパネル画面とプログラムモニタ画面を表示させました。
運転状態の確認
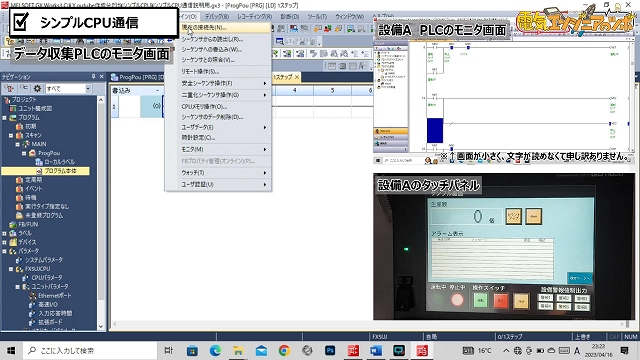
まずはビットデバイスから確認していきます。
FX5UJのモニタ画面をひらきます。
 設備A M16~M31の状態がM0からM15に入ってきます。
設備A M16~M31の状態がM0からM15に入ってきます。
今は設備Aが停止中ですので設備側は停止中(M23)がONしているので、FX側はM7がONしています。
 では、設備Aのタッチパネルで運転スイッチを押します。
では、設備Aのタッチパネルで運転スイッチを押します。
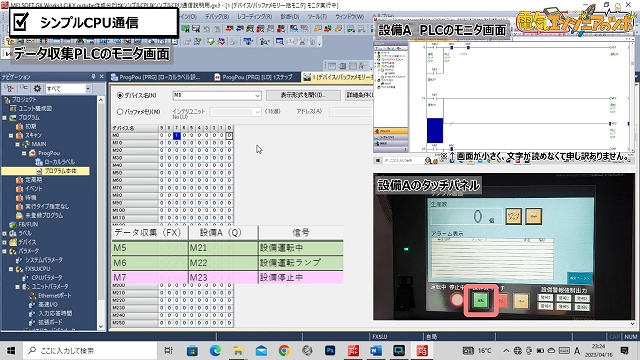 運転スイッチを押しました。
運転スイッチを押しました。
 するとFX側のM5(運転中)、M6(緑ランプ点灯)がONします。
するとFX側のM5(運転中)、M6(緑ランプ点灯)がONします。
このように、設備Aの運転状態が収集用PLCのFXに入ってくることが分かります。
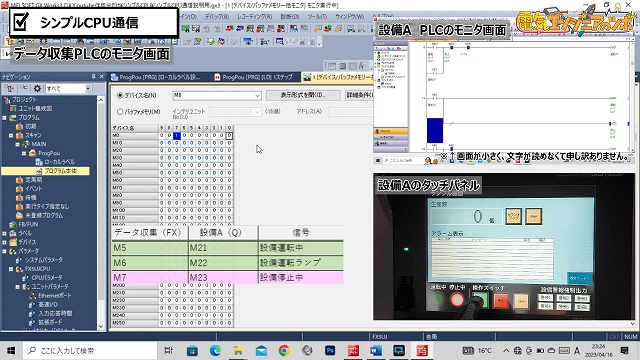
生産数の確認
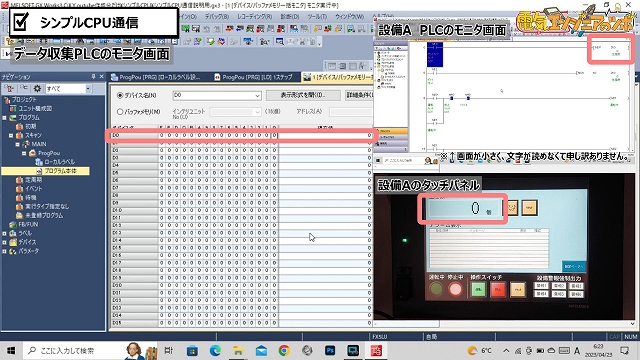
最後に生産数を確認します。
 まず最初は設備Aタッチパネルの値も0、FX側のD0も0です。
まず最初は設備Aタッチパネルの値も0、FX側のD0も0です。
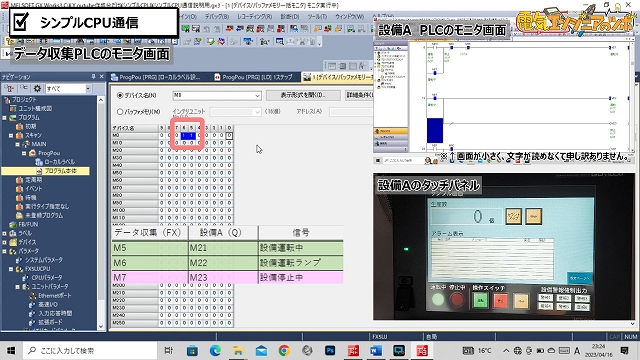
 設備Aのタッチパネルでカウントアップスイッチを押すと、生産が1ずつ増えていき、それにともなってD0に数値データが入ってきます。
設備Aのタッチパネルでカウントアップスイッチを押すと、生産が1ずつ増えていき、それにともなってD0に数値データが入ってきます。
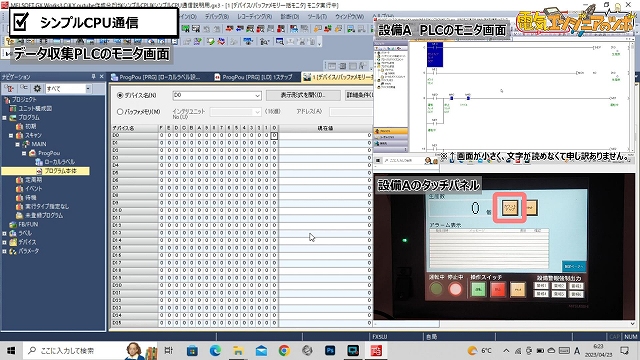 カウントアップスイッチを押してみます。
カウントアップスイッチを押してみます。
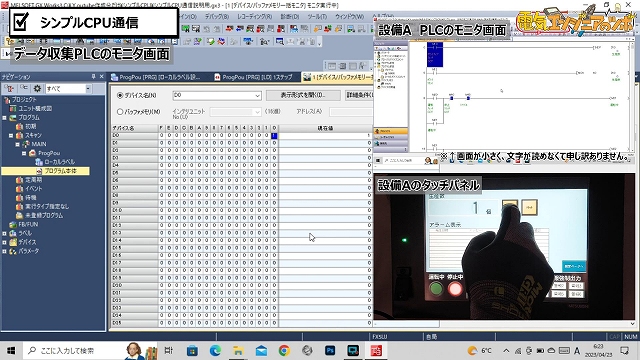 もう少しカウントアップスイッチを押してみます。
もう少しカウントアップスイッチを押してみます。
 このように設備Aの生産数がFX5UJのD0に入ってきます。
このように設備Aの生産数がFX5UJのD0に入ってきます。
まとめ:シンプルCPU通信
 今回はPLC同士をパラメータ設定だけで簡単に通信できる三菱電機のシンプルCPU通信について説明いたしました。
今回はPLC同士をパラメータ設定だけで簡単に通信できる三菱電機のシンプルCPU通信について説明いたしました。
シンプルCPU通信は、LANケーブルを使用してEthernet接続するだけで手軽な通信方式であるため、小規模なシステムにおいては便利ではないかなと思います。
しかし、大規模なシステムや高速な通信が必要な場合には、より高機能な通信方式を選択することが必要かなと思います。
また、通信方式が簡易的であるため、データの送受信においてミスが生じる可能性があります。特にON時間が短いパルスのような信号でのやり取りは困難です。
ハンドシェイク、通信ステータスを見ながらなどの、工夫が必要となります。
デメリットもお伝えしましたが、私自身も結構利用している通信ですのでオススメです。
ご興味のある方は一度使用してみてください!
あわせて、DX関連の動画としてPLCとExcelを通信する方法についての動画もあります。
こちらも良かったら見てください。
-

-
MXSheetを使用してPLCとExcelで通信すると、何ができる?【設備DX】
続きを見る

参考文献・サイト