
PLCは配線するだけでは動作できません。
パソコンを用いて専用プログラミングソフトウェアと呼ばれる開発ツールを使用し、ケーブルを接続してプログラムを書き込み必要があります。
今回はこれからPLCについて勉強される方向けに、三菱電機製PLC用ソフト『GX Works2』で何ができるのか、Qシリーズを例に、実際の設計からシステム立ち上げ・運用までの流れに沿って紹介していきます。
他メーカーのソフトウェアは操作性や命令は異なりますが、基本的に出来る事は同じです。
一緒に勉強していきましょう。

目次
GX Works2とは
 三菱電機製のPLCを使うために必要な開発ツールです。
三菱電機製のPLCを使うために必要な開発ツールです。
相場の金額は9万円前後であり、個人で買うにはかなり高額な金額です。
1度購入した後は、最新のアップデート版を三菱電機FAサイトから無料でダウンロードできます。
注意点として、すべてのPLCに対応しておらず、大規模なシステム(設備)で高性能な「iQ-Rシリーズ」、小型で次世代型の「iQ-F」は別のツール「GW Works3」が必要になります。
これから購入される方は「GX Works3」やタッチパネル作画用ツールが入った「iQ Woks」の購入をオススメします。
理由として2つです。
・GX Developerが2023年9月に生産中止になることから、何年後になるか分かりませんが、GX Works2も生産中止になることが予想されます。
・GX Works3にはGX Works2やGX Developerが同梱されていますので、従来のPLCから最新のPLCまで利用できます。
ツール「GX Works2」でできること
「GX Works2」で出来る事は、大きく分けると以下の4つとなります。
できること
1.プログラムの作成
2.プログラムの書き込み、読み出し、照合
3.プログラムのデバッグ、シミュレーション
4.実行しているプログラムをモニタする。
1.プログラムを作成する
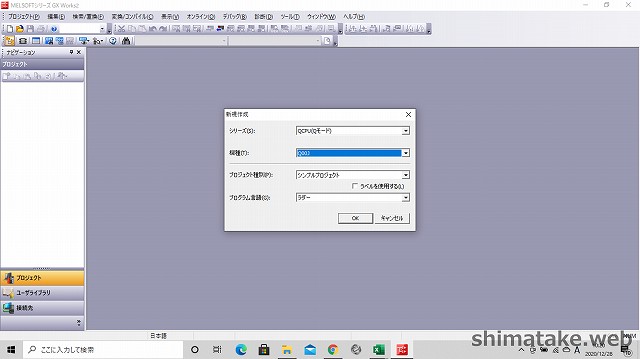 プログラム作成はGX Works2のメインになります。
プログラム作成はGX Works2のメインになります。
プログラム言語は『ラダー』を選択するのがほとんどです。
このラダー言語でプログラミングする事により、PLCプログラミングの原理原則や構成が理解できる様になります。
他には構造化プロジェクトや、FB(ファンクションブロック)、SFC言語などもありますが、中身は全てラダーとなります。
まずはラダーでプログラムを作成してその内容を把握し、それからこれらの機能を使用するのが良いです。
注意点として、すぐにプログラムを作成できるわけではありません。
プログラムを作成する前にパラメータの設定が必要です。
PLC実機のユニット構成と同じになる様に入力と出力の割付設定を実施したり、その他必要に応じて他の項目の設定や、ネットワークパラメータの設定等を実施したりします。
パラメータ設定後、仕様に応じたプログラムを作成していきます。
2.プログラムの書き込みと読み出しと照合
 GX Works2ではプログラムの「書き込み」と「読み出し」と「照合」ができます。
GX Works2ではプログラムの「書き込み」と「読み出し」と「照合」ができます。
3つとも重要な機能であり、「書き込み」と「読み出し」の操作を間違わないように注意する必要があります。
書き込み(インストール)
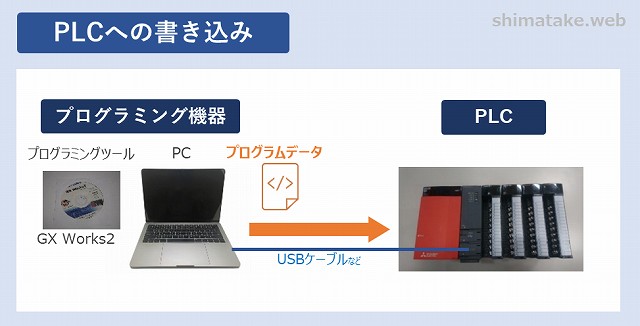 プログラムの作成が完了したら、PLCにプログラムを書き込みます。
プログラムの作成が完了したら、PLCにプログラムを書き込みます。
プログラムを書き込むときはSTOP状態で行います。
GX Works2と、まだプログラムが入っていないPLCを接続するには、通常USBケーブルで直結接続します。
プログラム書き込み後は、PLCをRUNし、問題なければ緑色のRUNランプが点灯します。
もし、パラメータやプログラムに問題があると、赤色のERR.ランプが点灯します。
赤ランプが点灯又は点滅した場合はエラー内容を確認して対処します。
RUN中書き込み
設備の立ち上げ時の試運転中や稼働後の運用中に、プログラム変更の必要性が発生することがあります。
しかし、設備を止める事が出来ない場合は、プログラムを事前に準備しておき、RUN中に書込を実施するという方法もあります。
読み出し(アップロード)
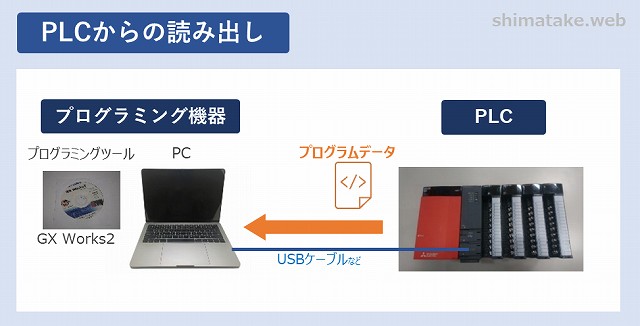 PLC内のプログラムをGX Works2を用いて、PC内に読み出すことができます。
PLC内のプログラムをGX Works2を用いて、PC内に読み出すことができます。
書き込み時と異なり、PLCをSTOPにする必要はなく、運転中のままプログラムを読み出すことができます。
照合
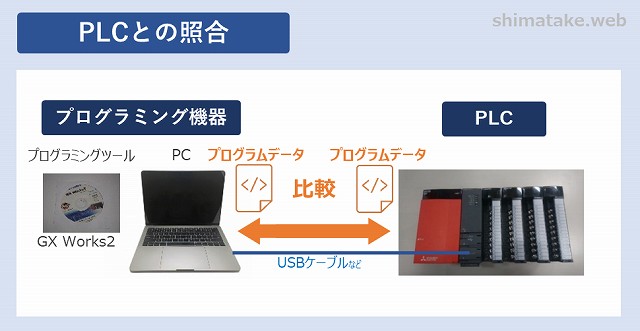 照合とはGX Works2で開いたPC内のプログラムとPLC内のプログラムの内容が同じか異なるか確認することです。
照合とはGX Works2で開いたPC内のプログラムとPLC内のプログラムの内容が同じか異なるか確認することです。
照合することで、異なっている部分を確認することができます。
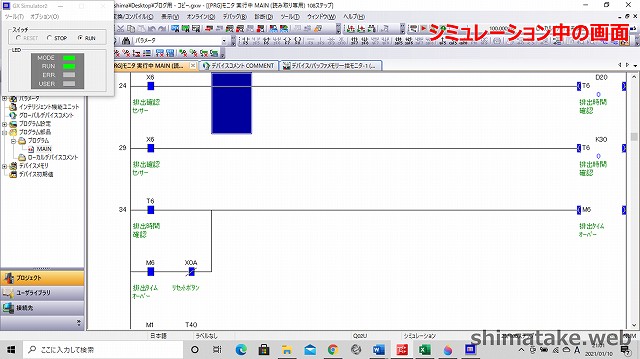
3.デバッグ、シミュレーション
 作成したプログラムには不具合が生じる可能性がある為、書き込んだプログラムをいきなり動かすのは危険です。
作成したプログラムには不具合が生じる可能性がある為、書き込んだプログラムをいきなり動かすのは危険です。
そこでデバッグと呼ばれる「不具合を発見し、修正する作業」を行います。
方法としては2つあり、書き込み前にオフラインでシミュレーション機能を使用した方法と実機で行う方法があります。
オフラインでのメリットはPLC実機が無くても、パソコン上で簡単に動作確認ができます。
ただし、一部の命令にはサポートされていないものがあるので実機での確認は必ず行う必要があります。
4.実行しているプログラムをモニタする
センサーから信号が入ってきているか、入ってこないか等、試運転時やトラブル対応時にPLCのプログラムをモニタする時に使用します。
PLCへのインストールを実施した接続環境のままでモニタが可能で、リアルタイムに状態を確認することができます。
その他の接続方法として、無線LANによる接続やネットワーク接続している他のPLCからの接続、タッチパネル(GOT)からの接続なども可能です。
現場環境に応じて、接続先設定にて接続経路を設定します。
手探りの状態で原因を特定するより、モニタにしながら電気図面や実際の回路を見ていくと効率よく対応できます。
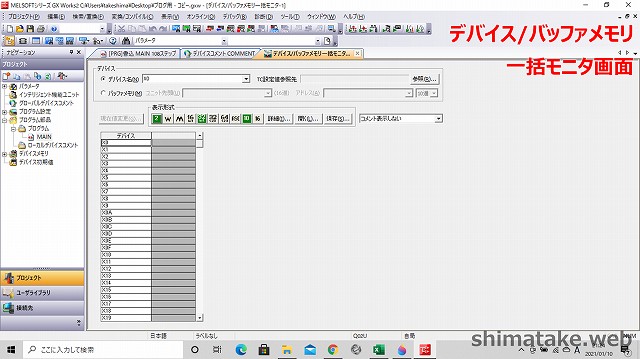
『デバイス/バッファメモリ一括モニタ』を選択すると、デバイスを一覧表示した状態でビットやワードデバイスのモニタが出来ます。
その他、ラダーをモニタした状態でウォッチウィンドウを表示して登録したデバイスをモニタしたり、数値モニタの表示形式を10進/16進で切り替えたりといった機能もあります。
-

-
PLCのデバイスとは何?三菱PLCでよく使うデバイスを紹介!
続きを見る

トラブルによっては、たまにしか発生せず、モニタだけでは原因特定が困難な場合もあります。
その様な場合、デバッグ機能の1つをでる「サンプリングトレース」を使用すると便利です。
サンプリングトレース
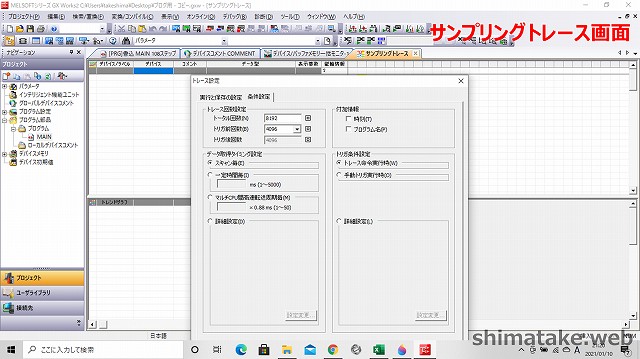 関連するデバイスを自分で登録してトレースを実施する事により、状態の変化により各デバイスがどの様な挙動をしているか、自動で記録をしてあとから確認する事が可能です。
関連するデバイスを自分で登録してトレースを実施する事により、状態の変化により各デバイスがどの様な挙動をしているか、自動で記録をしてあとから確認する事が可能です。
これにより、自分の目で見るモニタより細かい分析が可能となります。
トレース
プログラムの命令の実行を順番にたどって状態を確認すること
まとめ:基本的な操作で十分
今回はGX Works2で出来る事を、実際の設計からシステム立ち上げ・運用までの流れに沿って紹介しました。
今回は基本的な機能を説明しましたが、他にも便利な機能は色々とあります。
使用していく中で徐々に覚えて行くと良いと思います。