
製品を作る工場で稼働する設備は、運転スイッチを押せばかならず決まった動きを見せます。
スタートを押せば設備が動き出し、製品を作っていく。
トラブルがあれば設備が停止し、ブザーが鳴り赤色のランプが点灯する。
当たり前のように感じるこれらの動作も、実はある1つの機器によって行われていることをご存知でしょうか。
それが今回紹介するPLCになります。
本記事では、設備の制御には必要不可欠なPLCについて、用途や仕組みなどを徹底解説していきます。
PLCについて知りたい方にはお役立ちできる内容となっています。
動画でも解説しています。
目次
PLCとは?
 まずは、「PLCとはなにか」というところからお話していきます。
まずは、「PLCとはなにか」というところからお話していきます。
PLCとは、Programmable Logic Controller(プラグラマブル ロジック コントローラー)の略称であり、機械設備などをプログラムによって自動制御する機器のことを言います。
冒頭でもお伝えしたように、「スイッチを入れたら機械が動くといった当たり前のことを制御するための機器」、人間に例えると頭脳と覚えておくとわかりやすいです。
PLCは他の名称として、プログラマブルコントローラ(PC)、あるいはシーケンスコントローラ(SC)、 シーケンサとも呼ばれていることがあります。
特にPLCは別名のシーケンサと呼ばれることが多いです。
理由としては三菱電機が販売しているPLCの商品名がまさに「シーケンサ」で、国内シェアの半数近くを占めていることから広く普及し、多くの場合PLCをシーケンサと呼ぶようになったと聞いています。
ですから、シーケンサと書かれていても、要はPLCだと認識して大丈夫です。

PLCを扱っているメーカー
日本には10社を超えるたくさんのメーカーからPLCが販売されています。
私が知っている主なPLCメーカーは以下になります。
主なPLCメーカー
・三菱電機、
・横河電機
・キーエンス
・オムロン
・日立産機
・IDEC
・富士電機
・パナソニック
・シャープ
・東芝
など
私が勤めている工場では色々なメーカーから購入した設備や自社で製作した設備がありますが、三菱電機製のPLCが一番多く、8割ほどを占めています。
残りの2割は横河電機、オムロン、キーエンス製のPLCが使われています。
前職でも同じような傾向でした。
このことから三菱電機PLCのシェアが高いことが分かります。
どんな設備に使われているのか?
 PLCは制御盤の中に設置されているため、普段見かけることがありませんが、使用される場面は数多くあります。
PLCは制御盤の中に設置されているため、普段見かけることがありませんが、使用される場面は数多くあります。
写真のPLCは生産設備の制御盤内に設置されているPLCです。
タッチパネルやスイッチ、ランプ、モーター等と配線されています。
PLCは以下の例のように、単体で制御したり、複数を制御したりと様々な形態で使用されています。
使用例
・工場内にある生産設備の制御
・排水処理施設などのポンプ制御
・受水槽のポンプ制御
・エレベータの昇降制御
・空調設備の制御
・工場設備全体の監視
・遊園地のアトラクション
など
PLCを用いることによって簡単な運転・停止だけ動作の制御や条件に応じた複雑な制御も可能です。
近年は産業用ロボットの制御にも採用されており、設備の制御を支えています。
PLCの仕組み
続いてPLCの仕組みを理解していきましょう。
まずは構成からです。
PLCはプログラミングで動くコンピューターです。
プログラミングということで、プログラムを作成するが必要になります。
プログラム言語はPLCに関する国際標準規格「IEC 61131-3 プログラミング言語」や日本産業規格「JIS B3503プログラマブルコントローラ−プログラム言語」にて定義されています。
定義されている言語は以下の5つです。
5つの定義された言語はテキスト言語とグラフィック言語に分類することができます。
| 分類 | 言語 |
| テキスト言語 | IL言語 |
| ST言語 | |
| グラフィック言語 | LD言語 |
| FDB言語 | |
| SFC言語 |
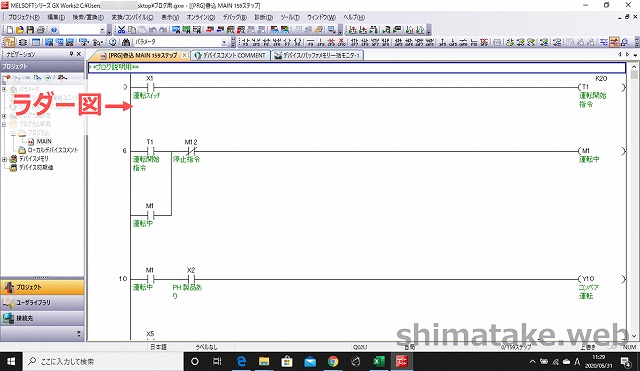
上記5つの中で日本で主に使用されているのがLD言語(ラダー方式)で、ラダー図を用いて入力する形式の言語です。
ラダー方式が多く採用されているのには理由があり、C言語のような本格的なプログラミング言語に比べて理解しやすく、使いやすいためだと考えられます。
私が勤めている会社では設備をメーカーから購入したり、社内で自作したりますが、ほとんどがラダー方式です。
購入した設備ではごく稀にSFCとFDBは見かけます。
だれでもいつでも書き換えが可能な点や、汎用性の高さから採用されているのでしょう。
PLCの構成
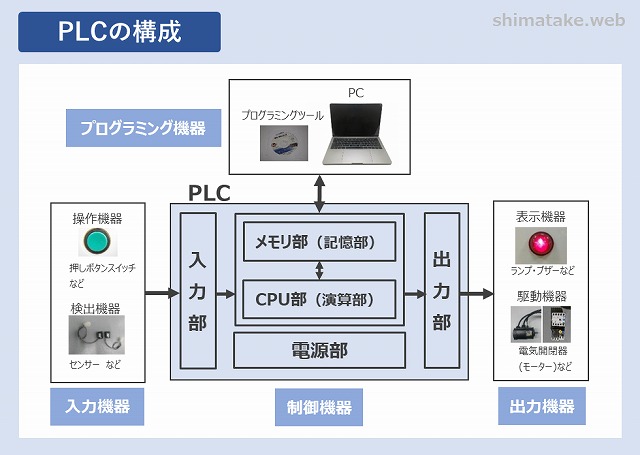 CPU部、メモリー部、電源部、入力部、出力部の5つで構成されており、それぞれ以下のような役割を持っています。
CPU部、メモリー部、電源部、入力部、出力部の5つで構成されており、それぞれ以下のような役割を持っています。
PLCの構成
・CPU部・・・演算処理を司る部分
・メモリー部・・・データを格納する部分
・電源部・・・電源を供給する部分
・入力部・・・ON/OFFなどの入力機器からの信号を受ける部分
・出力部・・・ON/OFFなどの信号を出力機器へ送る部分
PLCの種類
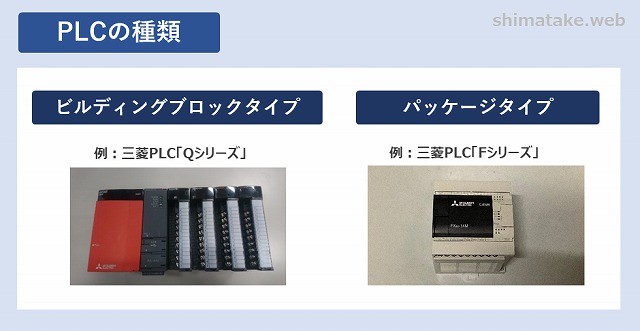 上記5つの構成がバラバラになっている「ビルディングブロックタイプ」と、1つのパッケージに収まっている「パッケージタイプ」まで幅広く用意されています。
上記5つの構成がバラバラになっている「ビルディングブロックタイプ」と、1つのパッケージに収まっている「パッケージタイプ」まで幅広く用意されています。
三菱のPLCの場合ですと、QシリーズやLシリーズが「ビルディングブロックタイプ」、FXシリーズが「パッケージタイプ」になっています。
ビルディングブロックタイプ
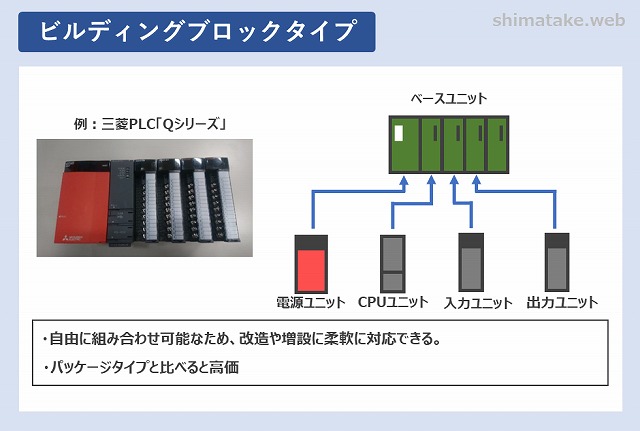 ビルディングブロックタイプはユニットと呼ばれる機器を好きなように組み合わせることができます。
ビルディングブロックタイプはユニットと呼ばれる機器を好きなように組み合わせることができます。
ユニットには入力ユニット、出力ユニット、通信ユニット、サーボユニットなど色々なユニットがあります。
これらのユニットをベースユニットにセットして使用します。
また、PLCの中にはベースユニットが不要でユニット同士を接続する「ビルドタイプ」もあります。
三菱のPLCではユニットと呼んでいますが、メーカーによって呼び名が異なります。
各社の呼び名
三菱⇒ユニット
横河⇒モジュール
IDEC⇒モジュール
オムロン⇒ユニット
キーエンス⇒ユニット
自由に組みわせることが可能ですが、組み合わせ次第によってはともて高価になります。
パッケージタイプ
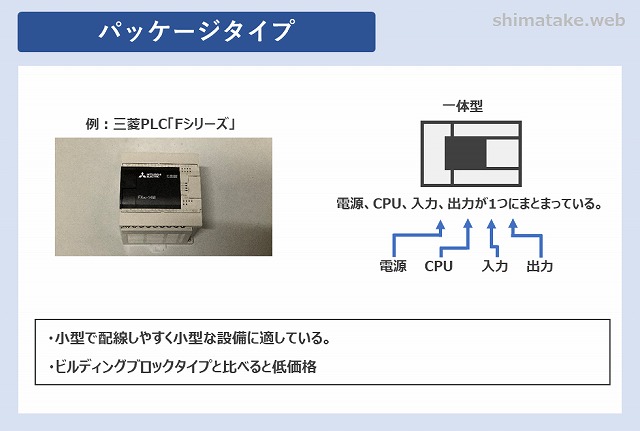 パッケージタイプは各ユニットが一体型になっており、ビルディングブロックタイプと比較して安価です。
パッケージタイプは各ユニットが一体型になっており、ビルディングブロックタイプと比較して安価です。
配線がしやすく、小さい設備や単純な制御向けになります。
増設用のユニットや通信ユニットなど拡張ユニットはありますが、対象外になっていたり、制限があったりして使いにくいところがあります。
また、同じ三菱のPLCでもQシリーズとFシリーズでは命令が異なることがあります。
プログラムの書き込みはソフトウェアが必要
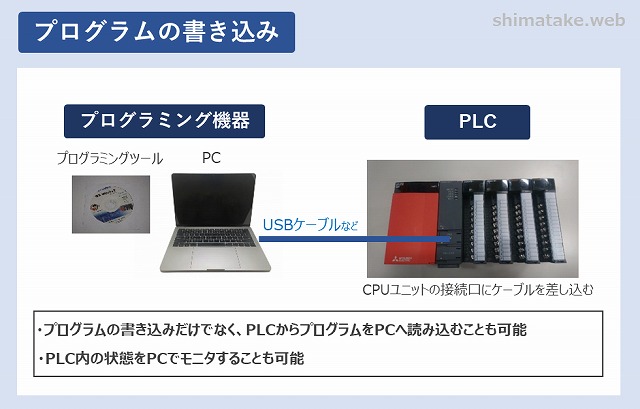 先程お伝えした通り、PLCはプログラムのよって、制御するため、プログラムを書き込み必要があります。
先程お伝えした通り、PLCはプログラムのよって、制御するため、プログラムを書き込み必要があります。
配線するだけでは使用することができません。
まずはパソコンを用いて専用プログラミングツールを使用し、プログラムを作成します。
プログラム作成後はパソコンとCPUユニット(モジュール)をケーブルで接続し、書き込みます。
各社から専用のプログラミングツール(ソフトウェア)が発売されています。
各社のソフト
・三菱⇒GX Works3、GX Works2、GX Developer
・横河⇒Wide Field3
・オムロン⇒CX-Programmer
・キーエンス⇒KV STUDIO
など
注意ポイント
今回紹介したツールは一部です。機種によって使用できないツールがあります。
使用するPLCのメーカーは絞った方が良い
プログラムを作成する時のラダー命令の仕様や名称などが各社によって異なります。
プログラミングツールも各社で異なるため、ツールごとの操作方法や命令を覚えなくてはいけません。
時々しか使用しないツールは操作方法や命令を忘れてしまうので、マニュアルは必要です。
なにより一番困るのは、プログラミングツールの購入時の金額や購入後のバージョンアップ管理です。
手間とお金がかかります。
可能であれば1つのPLCメーカーに絞りたいところですが、私が勤める工場では現実的に難しく、設備屋さんの都合や使用環境により、2、3つのメーカーになっています。
工場で勤務する側からの立場とすると使用するメーカーを指定するなどして、2、3種類に絞った方がコストや管理面の観点から良いです。
まとめ:PLCは必要不可欠な機器
長くなりましたので、最後に今回の記事を整理します。
PLCとは
・プログラマブルロジックコントローラーの略
・PLCは設備を制御するために必要な機器です。
・シーケンサは三菱の商品名
・単純な制御から複雑な制御まで様々な設備に使用されています。
・ビルディングタイプとパッケージタイプがあります。
・パッケージタイプは小型設備向き
・PLCにはプログラムを書き込み必要があります。
・日本ではLD言語が主流
・プログラムを書き込むにはツールが必要
・各社ツール操作方法や命令が異なる。
今回は初心者向けに説明いたしましたので、次回はもう少し踏み込んだ内容を紹介します。